In a recent visit to a customer’s plant we were provided with a thought-provoking use case. The plant produces automobile sheet metal parts. The customer asked if we could in some way help them track the part produced beyond its assembly at the automobile manufacturer’s factory and into the lifetime of the vehicle while it is being used by the vehicle owner.
The request, by itself, is not unusual since there has been a requirement of ‘traceability’ in the automotive and other engineering industries. Traceability allows product manufacturers to trace back from the product and answer questions such as who produced it, when it was produced, when was it tested, who tested it, what were the test results and so on. This information becomes vital for doing root cause analysis when there is product failure in the field and reduce warranty costs.
Currently, manufacturers do use manual and some automated or semi-automated methods to comply with traceability requirements.
However, the customer’s question triggered a train of thought based on what we already know about the immense possibilities of products and processes all tied together through common information in the new connected world.
There is still some distance to travel in this direction. Physical flow of material and the information flow with regard to the material are still mostly separated and they need to be coordinated and synchronized to make meaning. This results in errors and delays.
In contrast, with IoT technologies, it will be possible to ingrain the information into the product itself, thus making it possible for the product information to travel along with the product. This has far more profound consequences than just the goal of fully automated traceability.
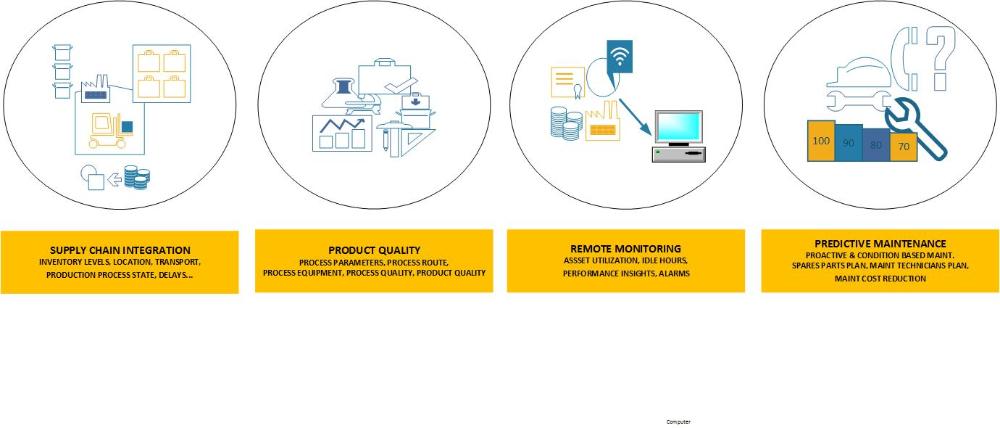
Below are four areas where such an ‘information-in-product’ solution can have far reaching benefits.
Imagine that a piece of raw material in form of a hot rolled steel coil produced by the supplier contains within it the information about its specs, the customer for which it is intended, its transport information and its geographical location as it travels from the supplier to your plant. Your supply chain managers are made aware of this information real time which helps them make decisions about inventory levels, further orders, storage locations where it needs to be stored and so on. Once it arrives it automatically updates the incoming material warehouse that it has arrived thus updating the local inventory level. As the coil is moved through the plant floor from the stores you are aware where it is lying at every stage.
Since it is a coil it is cut into pieces. Each piece now can carry its own information but at the same time be tagged with the mother coil’s information. Each piece can now be tracked as it moves from process to process until it is packed and dispatched. As it now moves to your customer’s plant it can be tracked and also tagged with the final product (such as a vehicle) in which it is assembled. As the final product is moved to the dealer’s / retailer’s warehouse and from there to the end customer you know the location of the part, the end product to which it is fitted and also perhaps who the end customer is!
Now, going back to the coil when it was received by you in your stores. Your planning managers can embed information such as work order number, the machines/lines to which it will be fed, the tools and dies that will be used, the packaging material that will be needed and so on, as it moves from one operation to another. Thus, if, in error, it is moved to a machine which is not in its route as planned it can generate alarms.
The part produced from the coil will have similar information and more. It will have the process information of the machines, tools/dies, inspection instruments, operators, inspectors/testers and perhaps even the test results/certificates related to the part.
Coupled with the data from the process through which the product passes, this complete information can be very potent. For instance, if in a spot welding process there was an instantaneous power surge which could have likely weakened the weld, this information could be used to identify exactly which piece would have been defective and it then taken off the production line.
When the product is out in the field you can monitor the number of hours it had run, number of hours it had remained idle, whether it was repaired or maintained or whether it was replaced and discarded.
Alerts based on system thresholds or specific event related alerts can be set based on which the owner/user of the product, the service technician and the manufacturers – both the OEM and the part supplier - can be alerted for any pre-emptive actions. This can lead to better safety, comfort of use and longer life of the product.
More importantly, the real-time data emanating from the product as it is used in real life can add valuable insights in terms of future product quality and reliability improvements through design and process advancements.
Finally, the embedded information in the product can support proactive and condition based maintenance of the product by generating performance data on a real-time basis and make you aware of its current health condition. You may therefore plan for spares at the right time, plan for your maintenance resources accordingly and more importantly prevent a breakdown from happening. You also can ensure that you maintain it only when it is required to be maintained based on its real-time condition and thus avoid costly maintenance activity that may include premature replacement of the part.
Embedding life stories into your products from cradle to grave is fast becoming a reality. This has major ramifications that has potential to impact your supply chain effectiveness, product quality and after sales service. Indeed, we can expect the service aspect to become more dominant in terms of revenues with ‘as-a-service’ based revenue models underpinned by data collected and analyzed from products, processes and supply chains.
Designed by W3Squad